
 English
English Español
EspañolContenido
- 1 Por qué el aluminio domina el diseño de la carcasa del motor
- 2 Carcasa de aluminio para motores eléctricos: aleaciones y métodos de fabricación
- 3 Carcasa de motor extruida para montacargas: prioridades y requisitos de diseño
- 4 Carcasa del motor de la bomba de aluminio: resistencia a la corrosión y compatibilidad con fluidos
- 5 Especificación de una carcasa de motor de aluminio: lista de verificación de parámetros clave
Por qué el aluminio domina el diseño de la carcasa del motor
el carcasa de motor eléctrico de aluminio se ha convertido en la opción predeterminada en aplicaciones de motores industriales, comerciales y automotrices, y por una buena razón. Las aleaciones de aluminio ofrecen una combinación de propiedades que ningún material de la competencia puede replicar por completo: baja densidad, unlta conductividad térmica, resistencia a la corrosión y excelente maquinabilidad, todo a un costo que aumenta de manera eficiente con el volumen de producción.
El núcleo de la ventaja del aluminio es la gestión térmica. Un motor eléctrico genera calor continuamente durante el funcionamiento y la carcasa debe disipar ese calor lo suficientemente rápido para proteger los devanados, los cojinetes y el aislamiento de la degradación prematura. La conductividad térmica del aluminio es de aproximadamente 150 – 200 W/m·K (aproximadamente de cuatro a cinco veces mayor que el hierro fundido) permite a los diseñadores de motores mantener las temperaturas de funcionamiento dentro de límites seguros sin sobredimensionar la carcasa ni agregar sistemas de refrigeración externos.
Factores adicionales que impulsan el cambio a carcasas de motor de aluminio:
- Reducción de peso: El aluminio tiene aproximadamente un tercio de la densidad del hierro fundido. Para plataformas móviles (carretillas elevadoras, vehículos eléctricos, robots industriales), cada kilogramo ahorrado de la carcasa del motor amplía directamente la autonomía de la batería o mejora el rendimiento dinámico.
- Resistencia a la corrosión: El aluminio forma naturalmente una capa protectora de óxido, lo que lo hace adecuado para ambientes húmedos, mojados o químicamente activos sin recubrimientos protectores adicionales en muchas aplicaciones.
- Blindaje EMI: Las carcasas de aluminio atenúan eficazmente las interferencias electromagnéticas, protegiendo los sensibles componentes electrónicos de control del motor del ruido externo y evitando que las propias frecuencias de conmutación del motor irradien hacia el exterior.
- Reciclabilidad: El aluminio es 100 % reciclable y solo alrededor del 5 % de la energía necesaria para la producción primaria, respalda los objetivos de economía circular cada vez más exigidos en los mercados automovilísticos europeos y asiáticos.
Carcasa de aluminio para motores eléctricos: aleaciones y métodos de fabricación
No todas las carcasas de motores de aluminio se fabrican de la misma manera. El proceso de fabricación determina las tolerancias alcanzables, el acabado superficial, el espesor de la pared y, en última instancia, el rendimiento térmico y estructural de la pieza terminada. Tres métodos dominan la producción.
fundición a presión
La fundición a alta presión (HPDC) es el proceso más común para carcasas de motores de volumen medio a alto en el rango de 0,5 a 30 kW. Aluminio fundido, normalmente Aleación A380 o ADC12 — se inyecta en una matriz de acero a presiones de 700 a 1400 bar, produciendo una pieza con forma casi neta en tiempos de ciclo de 30 a 90 segundos. La fundición a presión permite geometrías complejas que incluyen salientes de montaje integrados, conjuntos de aletas de refrigeración y puntos de entrada de conductos en una sola operación. Las tolerancias dimensionales de ±0,1 – 0,3 mm son estándar, suficientes para la mayoría de los orificios del motor y ajustes de campana final.
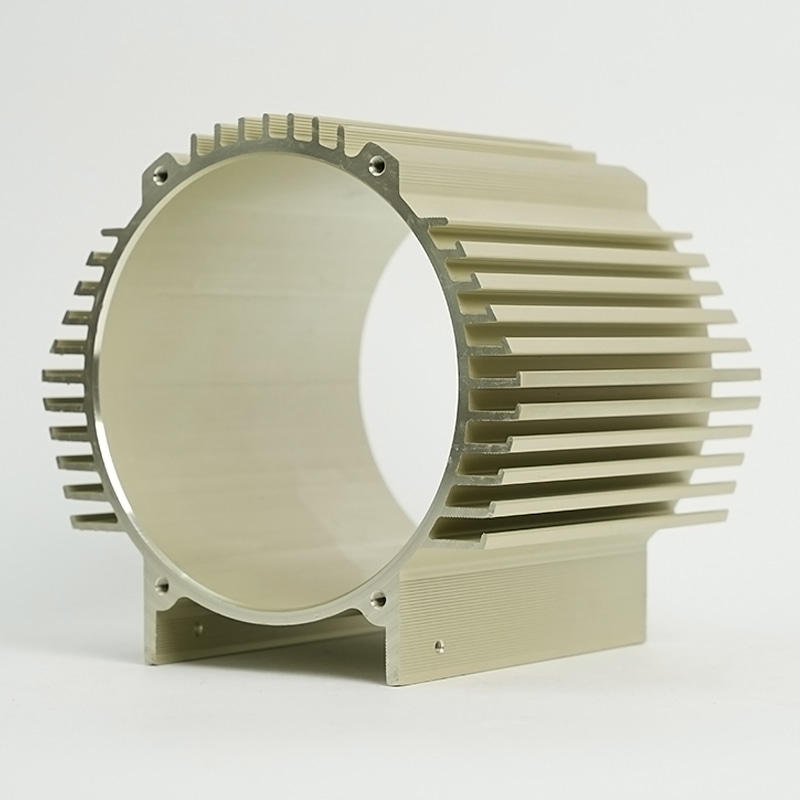
Extrusión
Extrusión produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the carcasa del motor extruida carretilla elevadora discutido en la siguiente sección. Las aleaciones comunes para carcasas de motores extruidas incluyen 6061-T6 y 6063-T5 , elegidos por su equilibrio de resistencia, extrusión y maquinabilidad. Se pueden lograr espesores de pared de tan solo 1,5 mm, minimizando el peso sin sacrificar la rigidez estructural.
Fundición en arena y fundición por gravedad
Para bastidores de motores grandes, generalmente de más de 55 kW, y para pedidos personalizados de bajo volumen, la fundición en arena o por gravedad (molde permanente) ofrece costos de herramientas más bajos que el HPDC. Aleaciones como A356-T6 son estándar y proporcionan resistencias a la tracción de 220 a 280 MPa después del tratamiento térmico. El acabado de la superficie y la consistencia dimensional son inferiores a los de los métodos de extrusión o matriz, por lo que se tiene en cuenta material de mecanizado adicional en el diseño de la fundición.
| Proceso | Aleación común | Tolerancia típica | Mejor para |
|---|---|---|---|
| Fundición a presión de alta presión | A380, ADC12 | ±0,1 – 0,3 mm | Geometría compleja y de gran volumen, 0,5 – 30 kW |
| Extrusión CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Carcasas tubulares, servomotores y montacargas. |
| Fundición en arena/gravedad | A356-T6 | ±0,5 – 1,5 mm | Bastidores grandes (>55 kW), personalizados de bajo volumen |
Carcasa de motor extruida para montacargas: prioridades y requisitos de diseño
el carcasa del motor extruida carretilla elevadora opera en uno de los entornos más exigentes que encuentra un gabinete de motor: vibración constante de los pisos del almacén, exposición al vapor ácido de la batería, niebla de aceite hidráulico, ciclos térmicos entre ambientes interiores y exteriores y el impacto mecánico de los impactos de carga. Cumplir estas condiciones y al mismo tiempo mantener la transmisión lo más compacta y liviana posible hace que los requisitos de diseño sean inusualmente estrictos.
Integridad estructural bajo vibración y choque
Los motores hidráulicos y de tracción de montacargas generalmente se montan directamente en el chasis o bloque hidráulico sin aislamiento de vibraciones. Por lo tanto, el soporte debe resistir el agrietamiento por fatiga en las protuberancias de montaje y los asientos de los cojinetes bajo cargas cíclicas continuas. Aluminio 6061-T6 es la opción preferida para carcasas de montacargas extruidas porque su resistencia a la tracción de 310 MPa y su límite elástico de 276 MPa proporcionan un margen suficiente sobre las cargas de impacto generadas durante la recogida de paletas y el desplazamiento sobre las placas del muelle. La geometría de la brida de montaje generalmente se engrosa entre un 20 y un 30 % más allá del requisito estructural mínimo para adaptarse a la precarga del perno y evitar la corrosión por contacto en la interfaz.
Sellado y clasificación IP
La mayoría de las carcasas de motores de montacargas tienen como objetivo Protección IP54 o IP65 — completa exclusión del polvo y protección contra los chorros de agua procedentes de las operaciones de lavado del almacén. Lograr esto con una carcasa de aluminio extruido requiere caras de acoplamiento de campana de extremo mecanizadas con precisión (acabado superficial Ra ≤ 1,6 µm), ranuras continuas para juntas tóricas y sujetadores de acero inoxidable para evitar la corrosión galvánica en la interfaz acero-aluminio. Los puntos de entrada de los conductos utilizan accesorios de prensaestopas de compresión en lugar de simples orificios ciegos.
elrmal Management in a Confined Space
Los motores de los montacargas a menudo operan en ciclos de trabajo elevados (acelerando y desacelerando repetidamente cargas de varias toneladas), lo que genera un calor significativo en un paquete físicamente compacto. Las carcasas extruidas para esta aplicación incorporan frecuentemente aletas externas longitudinales Se forma directamente en el troquel de extrusión, lo que aumenta la superficie de enfriamiento por convección entre un 60 y un 120 % en comparación con un cilindro de pared plana de dimensiones equivalentes. Algunos diseños añaden ranuras en espiral internas o canales axiales que permiten la refrigeración líquida forzada cuando la aplicación lo exige.
Carcasa del motor de la bomba de aluminio: resistencia a la corrosión y compatibilidad con fluidos
el carcasa del motor de la bomba de aluminio comparte muchos principios de diseño con las carcasas de motores eléctricos generales, pero enfrenta un conjunto único de desafíos de compatibilidad química que no se encuentran en la mayoría de los motores de ambiente seco. Dependiendo del medio bombeado (agua, aguas residuales, productos químicos agrícolas, combustibles, fluidos aptos para alimentos o líquidos industriales corrosivos), el entorno externo alrededor de la carcasa del motor puede ser muy agresivo.
Selección de aleaciones para ambientes húmedos
En aplicaciones de bombas de agua dulce limpia o de agua fría HVAC, estándar Aluminio fundido a presión A380 o aluminio extruido 6061 Funciona bien sin tratamiento adicional. Sin embargo, aplicaciones que involucran:
- Agua de mar o salmuera: Requiere aleaciones de la serie 5000 (p. ej., 5052, 5083) con mayor contenido de magnesio para resistencia al cloruro, o 6061 anodizado con anodizado sellado a ≥ 25 µm de espesor.
- Productos químicos o fertilizantes agrícolas: A menudo se trata de compuestos de amonio que atacan las capas de óxido de aluminio estándar; Una práctica estándar es aplicar una capa de polvo epoxi o una capa de PTFE resistente a productos químicos sobre la carcasa de aluminio.
- Procesamiento de alimentos y bebidas: Requerir superficies anodizadas o pintadas que cumplan con la FDA, sin aluminio en bruto expuesto que pueda entrar en contacto con el flujo del producto; Los diseños externos sin grietas evitan el alojamiento de bacterias.
Diseños sumergibles versus diseños de acoplamiento cercano
Las carcasas de los motores de las bombas se dividen en términos generales en dos tipos de instalación. Motores de bomba monobloque montar directamente detrás del cabezal de la bomba con un eje compartido; La carcasa del motor está expuesta a salpicaduras y vapores, pero no sumergida, por lo que las carcasas estándar de aluminio fundido con clasificación IP55 son generalmente adecuadas. Motores de bombas sumergibles requieren que la carcasa actúe como un recipiente a presión: la carcasa de aluminio debe resistir la presión hidrostática externa (normalmente de 3 a 10 bar para bombas de pozo) manteniendo al mismo tiempo la integridad hermética en todas las interfaces de sellado. Los cálculos del espesor de pared para carcasas sumergibles siguen los códigos de diseño de recipientes a presión (ASME Sección VIII o EN 13445), con factores de seguridad de 3 a 4 × aplicados a la presión de diseño.
Tratamientos superficiales para carcasas de aluminio de motores de bombas
el right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Anodizado duro (Tipo III): Produce una capa de óxido de aluminio de 25 a 75 µm con una dureza Vickers de 400 a 600 HV. Ideal para superficies expuestas a la abrasión y ambientes químicos suaves. Rentable para aleaciones 6061 y 6063.
- Capa de polvo epoxi: Espesor de película de 60 a 100 µm; excelente resistencia a la niebla salina (1000 – 3000 horas según ASTM B117); Apto para zonas de salpicadura agrícola y marina. Requiere una preparación minuciosa de la superficie (conversión de cromato o pretratamiento con circonato).
- Niquelado no electrolítico: Revestimiento uniforme posible en geometrías internas complejas; Proporciona resistencia a la corrosión y al desgaste en motores de bombas de procesos químicos donde la anodización es incompatible con el electrolito.
- Recubrimiento de conversión de cromato (Alodine/Iridita): Recubrimiento conductor delgado (1 – 5 µm) utilizado principalmente como imprimación o para carcasas críticas EMI donde se debe mantener la conductividad de la superficie en toda la carcasa.
Especificación de una carcasa de motor de aluminio: lista de verificación de parámetros clave
Ya sea para obtener un carcasa de motor eléctrico de aluminio , a carcasa del motor extruida carretilla elevadora , o un carcasa del motor de la bomba de aluminio , el proceso de especificación debe capturar estos parámetros críticos para garantizar que el proveedor entregue una pieza adecuada para su propósito:
- Tamaño del bastidor del motor y designación IEC/NEMA: Define el diámetro del orificio, el círculo de pernos de la campana final, la holgura de la protuberancia del eje y las dimensiones del pie de montaje. Todo debe cumplir con las tolerancias de la norma correspondiente.
- Clasificación de potencia y ciclo de trabajo: Determina el espesor de la pared para la disipación de calor y cargas estructurales. Un motor de 10 kW que funciona en servicio S1 (continuo) requiere un diseño térmico más agresivo que el mismo bastidor en servicio S3 (intermitente).
- Clasificación de carcasa IP/NEMA: Especifica los requisitos de sellado que afectan directamente la geometría de la campana, las dimensiones de la ranura de la junta y la selección de sujetadores.
- Entorno operativo: Confirme la presencia de exposición química, inmersión, lavado, niveles de vibración (zona de gravedad ISO 10816) y rango de temperatura ambiente.
- Aleación y temple: Indique explícitamente la aleación requerida; no deje esto a discreción del proveedor si la aplicación tiene requisitos específicos de resistencia, maquinabilidad o corrosión.
- Tratamiento superficial y acabado: Especifique el tipo de recubrimiento, el espesor mínimo, el estándar de prueba de adhesión y cualquier requisito de color. Consulte los estándares aplicables (MIL-A-8625 para anodizado, ASTM B117 para pruebas de niebla salina).
- Tolerancias críticas: Indique la redondez del orificio (circularidad), el diámetro del asiento del rodamiento y la clase de ajuste (generalmente H7/k6 o H7/m6) y la perpendicularidad de la cara al eje del orificio; estos afectan directamente la vida útil del rodamiento y los niveles de vibración.
- Certificaciones y documentación: Exija informes de pruebas de materiales (MTR) según EN 10204 3.1 o 3.2, informes de inspección dimensional y certificados de tratamiento de superficies para cada lote de producción.
Una carcasa de motor de aluminio bien especificada, ya sea fundida a presión para una producción de gran volumen, extruida para una transmisión de montacargas o tratada especialmente para un entorno de bomba corrosivo, ofrece décadas de servicio confiable y al mismo tiempo mantiene el peso del sistema, la resistencia térmica y el costo total de propiedad en los niveles más bajos posibles.

















